2 min read
Levelers vs. Straighteners: Key Differences in Coil Processing
In sheet metal processing, two machines often get confused with each other: coil straighteners and levelers. Both are used to improve sheet flatness,...

2 min read
In sheet metal processing, two machines often get confused with each other: coil straighteners and levelers. Both are used to improve sheet flatness,...
.png?width=1162&height=600&name=2023%20Group%20Locations%20map_No%20logos%20underneath-011%20(1).png)
4 min read
We are excited to announce that the Bradbury Co., Inc. is proudly celebrating its 65th anniversary this year. As we reflect on our journey, it's...
2 min read
Roll forming lines can be configured in two ways to create length-specific formed parts. One method is pre-cutting, which involves cutting the steel...
2 min read
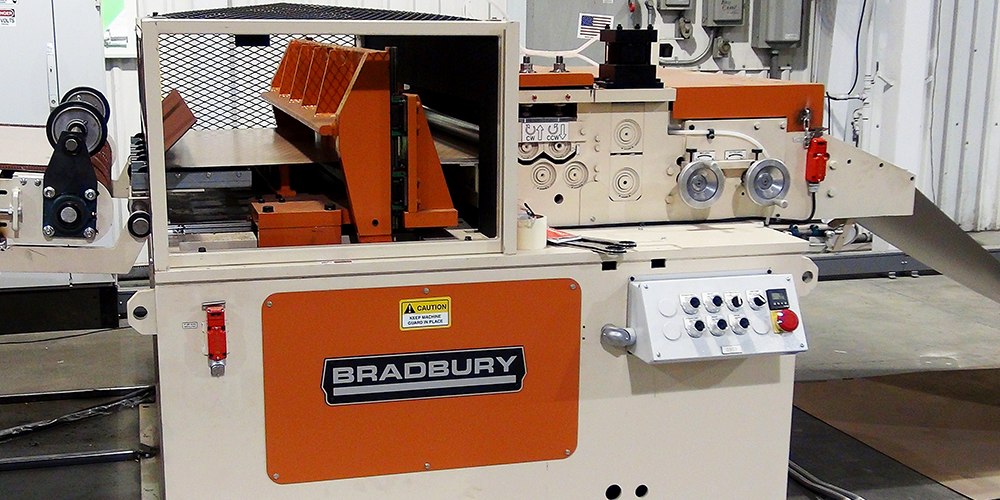
Are you struggling to increase your rollforming throughput? Chances are that inefficiencies in various processes like loading coils, packaging,...

2 min read
End flare can be inherent in roll formed parts, especially when produced on a precut roll forming line as opposed to a post cut line which forms the...

2 min read
Calendering: A process that plays a part in all our lives, yet most of us have no idea what it is. From disposable diapers to dryer sheets, to...

1 min read
Bradbury's largest leveler series to date includes a heavy gauge eDrive® leveler (U.S. Patent #8893537) and production shear, capable of processing...

1 min read
Metal Building panels with felt underlayment applied can look just as good as panels manufactured without. However, it does take some changes in the...

1 min read
Moundridge, KS – The Bradbury Co., Inc., serving as the world headquarters for the global group of companies known as The Bradbury Group, hosted a...