 Jhet Burkhart
Jhet Burkhart
1 min read
FAQ: Manufacturing Flat Metal Building Panels with felt underlayment
Metal Building panels with felt underlayment applied can look just as good as panels manufactured without. However, it does take some changes in the...
Roll forming lines can be configured in two ways to create length-specific formed parts. One method is pre-cutting, which involves cutting the steel coil before it enters the roll former. The other method is post-cutting, where a profiled shear cuts the sheet after it is formed. Both methods have their advantages, and the choice depends on specific factors related to your production requirements.
1.Cutting in the flat allows the shear to seamlessly feed roll formers with various profiles, eliminating the need for blade changes. This makes pre-cut roll forming lines perfect for running multiple profiles on the same line. Whether it's Cee and Zee purlin lines, double high, rafted roll forming lines, or standing seam lines with multiple width variations, the versatility of pre-cut lines is unmatched.

2. Pre-cut shears offer the advantage of being able to handle higher production lines. Whether the machine accumulates steel in a pit to allow for continuous shearing with minimal downtime or utilizes a rotary shear, production rates can be significantly increased. For instance, a B.O.S.S. precut rotary shear has the capability to run metal building panels at impressive panel production rates of 300 FPM. While a flying post-cut shear can achieve similar results, it often requires a higher investment.
3. With pre-cut shears, the flat blades have the advantage of being reversible and can be used on all four sides before requiring sharpening.
4. In situations where there is a requirement to produce flat sheets for a secondary operation, a convenient solution can be implemented on a pre-cut line. By incorporating a conveyor after the shear, blanks can be easily removed before entering the roll former, streamlining the production process.
secondary operation, a convenient solution can be implemented on a pre-cut line. By incorporating a conveyor after the shear, blanks can be easily removed before entering the roll former, streamlining the production process.
5. Pre-cut shears are specifically designed to shear a flat pattern, allowing for seamless integration of various features in the end profile such as notching, holes, or tabs.
1. Post-cutting offers the advantage of not having any minimum length requirements since the roll former is always filled with material. This becomes incredibly beneficial when working with short sheets for soffit, wainscot, or producing panels for press-formed ridge caps. With this method, there is no need to invest in a separate cut back shear, ultimately reducing the need for additional part handling.
2. Post-cut machines usually have a smaller footprint compared to other methods. They eliminate the need for an entry conveyor as the infeed table is directly mounted on the entry of the roll former, making them more space-efficient and streamlined.
3. Alignment concerns are greatly reduced as the machine remains consistently filled with material and enclosed within the tooling during production.
4. Tooling wear can be minimized in post-cut machines for a couple of reasons. One advantage is that post-cut machines do not require powered upper tooling passes to drive the sheet, allowing the tooling to rotate freely. This not only simplifies the control of mismatch speeds in the roll tooling during part formation but also reduces wear on the tooling. Additionally, since the post-cut machine is filled with steel after thread up, there is no leading edge of steel entering each pass, further reducing tooling wear and ensuring long-lasting performance.
5. A significant benefit of post-cutting is the reduction in end flare on the roll formed part, as the profile is formed first and then sheared.
With advancements in technology, both pre-cut and post-cut lines have become highly effective and efficient configurations for roll forming. The integration of servos and closed loop controls has revolutionized post-cut flying shears, providing them with increased speed and accuracy. 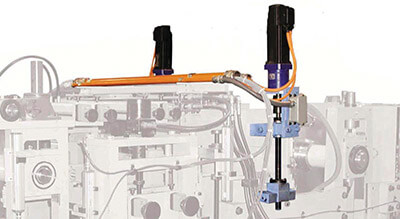 Moreover, anti-flare fixtures can now be controlled by servos, allowing a pre-cut line to achieve comparable flare tolerances to a post-cut line, as shown on the right. In fact, some roll forming lines are equipped with both pre-cut and post-cut shears, and with the help of advanced control features, the entry shear can make the final cut of the order, eliminating the scrap that has traditionally been associated with post-cut lines. This technological progress has truly transformed the roll forming industry, making it more efficient and sustainable than ever before.
Moreover, anti-flare fixtures can now be controlled by servos, allowing a pre-cut line to achieve comparable flare tolerances to a post-cut line, as shown on the right. In fact, some roll forming lines are equipped with both pre-cut and post-cut shears, and with the help of advanced control features, the entry shear can make the final cut of the order, eliminating the scrap that has traditionally been associated with post-cut lines. This technological progress has truly transformed the roll forming industry, making it more efficient and sustainable than ever before.
Contact Bradbury about your roll forming questions!
+1.620.345.6394.


1 min read
Metal Building panels with felt underlayment applied can look just as good as panels manufactured without. However, it does take some changes in the...

1 min read
End flare can be inherent in roll formed parts, especially when produced on a precut roll forming line as opposed to a post cut line which forms the...
1 min read
Bradbury's largest leveler series to date includes a heavy gauge eDrive® leveler (U.S. Patent #8893537) and production shear, capable of processing...