1 min read
Visit The Bradbury Group at Metalcon 2025
The Bradbury Group is excited to return to Metalcon 2025, the industry’s leading tradeshow dedicated to metal design and construction. This year’s...

1 min read
The Bradbury Group is excited to return to Metalcon 2025, the industry’s leading tradeshow dedicated to metal design and construction. This year’s...

1 min read
Bradbury announces a new partnership with Biegemaster, serving as the North American distributor for the XBend folder. This collaboration allows...
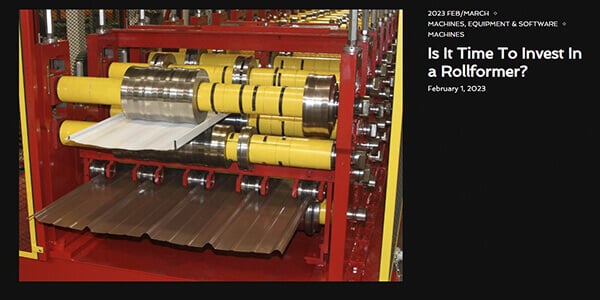
Are you considering purchasing your first roll former to produce metal building panels? Would you like some advice from a trusted expert? Ben...

2 min read
BRADBURY B.O.S.S.™ HIGH SPEED, CLOSE TOLERANCE FLYING SHEAR There are approximately 300 Bradbury Orbital Servo Shears (B.O.S.S.™) installed around...

1 min read
Bradbury Metal Tile Roofing Solutions (BMTRS) welcomes Justin Pressnall to the USA Sales Team! Justin will work with Lance Eagle, Business...

2 min read
End flare can be inherent in roll formed parts, especially when produced on a precut roll forming line as opposed to a post cut line which forms the...

1 min read
The Bradbury Co., Inc. has a new video featuring a Flying Patriot Shear. This machine can be retrofitted into an existing line or purchased with a...