1 min read
Product Spotlight: Patriot Shear for Standing Seam Lines
The Bradbury Co., Inc. has a new video featuring a Flying Patriot Shear. This machine can be retrofitted into an existing line or purchased with a...
2 min read
End flare can be inherent in roll formed parts, especially when produced on a precut roll forming line as opposed to a post cut line which forms the panel first and then shears it to length. The amount of flare depends on the tooling design, the use of anti-flare fixtures, material type and strength, profile or a combination of these factors. Excessive end flare in roll formed shapes can cause issues when installing and end lapping panels. Purlins used in rigid frame building structures are heavy gauge deep sections which can have more end flare. When forming a purlin, it will naturally flare in on the leading edge and out on the trailing edge. In other words, the leg angles on the leading edge are typically over 90 degrees, while the trailing edge leg angles are under 90 degrees. The returns lips can also have flare making it difficult when face to face welding cee sections. Just a few degrees of end flare on an eave strut can cause a high spot in the roof panel that is fastened to this section.
To minimize and control flare in purlins, Bradbury incorporates an anti-flare fixture into the straightener at the end of the machine. Both the drive and operator side have a three-roll configuration to independently control the flare on either side of the part. The position of the center roll must satisfy both the leading and trailing flare. This can be a balancing act, due to a single adjustment affecting both. With that said, operators will typically find that middle ground on the center roll adjustment that adequately reduces the flare on the leading and trailing ends to within tolerance.
machine. Both the drive and operator side have a three-roll configuration to independently control the flare on either side of the part. The position of the center roll must satisfy both the leading and trailing flare. This can be a balancing act, due to a single adjustment affecting both. With that said, operators will typically find that middle ground on the center roll adjustment that adequately reduces the flare on the leading and trailing ends to within tolerance.
Servo driven auto anti flare fixtures are different to stationary anti flares on the straightener fixture.
They are designed to adjust for leadin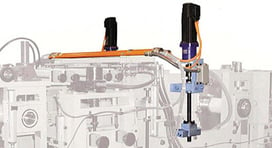 g and trailing flare, drive side and operator side independently and doing it all on the fly. This adjustment is defined by the operator and stored in the control for each specific part size, profile and thickness. This provides increased repeat ability along with more control and less operator setup time. Auto anti flares are able to achieve a leg angle tolerance of ±1 degree.
g and trailing flare, drive side and operator side independently and doing it all on the fly. This adjustment is defined by the operator and stored in the control for each specific part size, profile and thickness. This provides increased repeat ability along with more control and less operator setup time. Auto anti flares are able to achieve a leg angle tolerance of ±1 degree.
Metal Roofing and wall panel lines sometimes require flare fixtures. The flare can be more apparent in taller rib roof panels. In such cases a three or four roll flare fixture is used. It works in a similar manner as the purlin parts by breaking the leading or trailing edge of the part around rolls positioned in critical locations to get the desired results.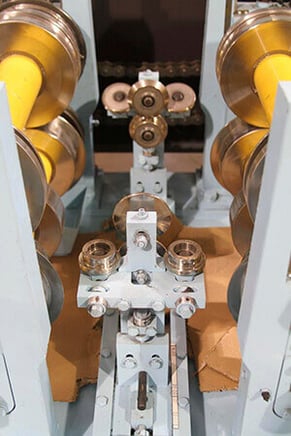
Shallow profile panels don’t typically require flare fixtures. When flare or taper is a problem, adjustments are made to the stands in critical passes. By increasing or decreasing the tooling gaps in critical passes, like overform passes, and passes prior to overform passes, the operator can have a tremendous effect on reducing flare or taper in the panel. See more about Operator Training Courses from Bradbury
With the advancements in control technology and developments in roll tooling designs, Bradbury equipment is able to produce roll formed parts such as roof and wall panels and cee and zee purlins with tighter tolerances and less flare than ever before. In some scenarios, profiles that were traditionally formed on post cut lines are able to be produced on precut roll forming lines. This eliminates the need to change cutoff blades between profile changes, which means more run time for the line and less cost in shear blades and maintenance.
If you are looking to upgrade your existing rollforming line to the latest technology or looking for new equipment, The Bradbury Group can provide the right solution for your business and manufacturing needs. To learn more about our company and the equipment we have to offer visit bradburygroup.com or use the button below to request a representative to contact you.
Call +1.620.345.6394


1 min read
The Bradbury Co., Inc. has a new video featuring a Flying Patriot Shear. This machine can be retrofitted into an existing line or purchased with a...

1 min read
BRADBURY B.O.S.S.™ HIGH SPEED, CLOSE TOLERANCE FLYING SHEAR There are approximately 300 Bradbury Orbital Servo Shears (B.O.S.S.™) installed around...
1 min read
Are you considering purchasing your first roll former to produce metal building panels? Would you like some advice from a trusted expert? Ben...